TAHAR PLANI
Dokumada çözgü ipliklerinin belirli kurallara göre çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir.
Tahar işleminin
- İlk aşaması gücü taharı
- İkinci aşaması ise tarak taharıdır.
Bu iki işlemin de bir plan sisteminde gösterilmesi gerekmektedir. Tahar planı, gücü ve tarak planını temsil etmektedir.
Tahar planı
bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösterir. Desen kâğıdında örgünün üst ya da alt kısmında yer alır.
Tahar planı
dokunacak olan örgünün raporu esas alınarak çizilir. Tahar planı çiziminde temel kural örgü raporundaki aynı hareketi (aynı bağlantı şekli veya aynı çözgü ipliği hareketi ) yapan çözgülerin belirlenmesi ve bu çözgülerin aynı çerçeveye ait olduğunun belirtilmesidir.
Desen kâğıdında dolu ile gösterilen noktalar çözgü ipliğinin atkı ipliğinin üstünden geçtiğini gösterir. Boş olan noktalar ise atkı ipliğinin çözgü ipliğinin altından geçtiğini gösterir.
Örneğin;
- Bezayağı örgüsünü oluşturan tek numaralı (1.3.5.7...) çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanır.
- Benzer şekilde, çift numaralı (2.4.6.8...) çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alır.
Bez ayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan bez ayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir. Tahar planının desen kâğıdına çiziminde genellikle kullanılan yöntem tahar planının örgü raporunun üzerinde yer alması ve her çerçeve için bir satır ayrılmasıdır. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Aynı işlem örgü raporundaki tüm çözgüler için tekrarlanarak tahar planı çizilir.
Tahar planı çizilirken çerçevelerin numaralandırılması, dokuma makinesi veya numune dokuma tezgâhının çalıma şekline göre iki şekilde yapılabilir.
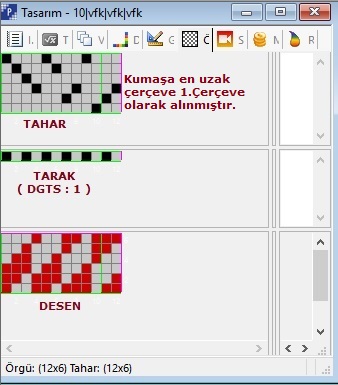
Numaralandırma kumaşa en uzak çerçeveden başlayarak numaralandırma yapıldığında desen kâğıdında, yukarıdan aşağı doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
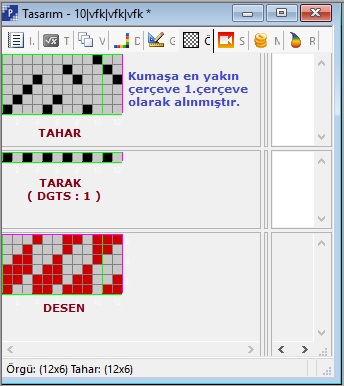
Numaralandırma kumaşa en yakın çerçeveden başlayarak yapıldığında desen kâğıdında, aşağıdan yukarıya doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
Tahar planı oluştururken aynı hareketi yapan çözgüler, çerçeve üzerine düşen yükü azaltmak amacıyla birden fazla çerçeveye dağıtılabilir. Yani toplam çözgü ipliği sayısını kullanılacak çerçeve sayısına bölersek her çerçeve başına düşen çözgü ipliğini tespit etmiş oluruz. Bu durumda çerçeve sayısı örgü raporundaki çözgü sayısının katları olmalıdır. Örneğin, bez ayağı örgüsü 2 çerçeve yerine 4, 6, 8... çerçeve ile dokunabilir. Ancak farklı bağlantı şekilleri olan çözgüler, kesinlikle aynı çerçevede toplanamaz.
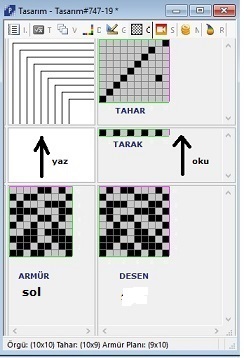
TARAK PLANI
Tarak planı tarağın bir diş boşluğundan kaç adet çözgü ipliği geçmesi gerektiğini gösterir. Tarak planı desen kâğıdında tahar planı ile örgü raporu arasında yer alır. Tarak planında desen kâğıdının yatay yönde her bir karesi bir çözgü telini gösterir. Bir diş boşluğundan geçecek tel sayısı kadar karenin yan yana içi doldurulur. Yan yana bulunan iki diş boşluğunun karışmaması için örgü raporu boyunca iki satır kullanılır.
Yan yana iki adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan ikişer çözgü teli alınacaktır.
Bir adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan birer çözgü teli alınması gerektiği belirtilmiştir.
Diş boşluğundan geçen tel sayısı genellikle örgü raporuna uygun olarak seçilir. Örneğin; bez ayağı örgülü bir kumaş için bu sayı 2, 1/2 dimi örgülü kumaş için 3,5・li saten örgülü kuma için 5 olabilir. Bunun dışında çözgü sıklığı, istenen kumaş özelliği ve kullanılan iplik özelliği gibi kriterler de göz önünde bulundurulur. Örneğin; tül ve organze türü kumaşlarda çözgü ipliklerinin düzgün dağılımı için her diş boşluğundan birer tel alınması uygun olmaktadır. Bazı kumaşlarda, kumaş enince farklı bölgelerde farklı çözgü sıklıkları oluşturmak gerekebilir. Bu durumda tarak taharı yapılırken diş boşluğundan geçen tel sayısı sabit kalmaz. Sürekli tekrar eden bir tarak raporu oluşturacak şekilde değişiklik gösterir.
ARMÜR PLANI
Dokuma işleminin gerçekleşmesi için ilk temel hareket ağızlık açılmasıdır.
Ağızlık, çerçevelerin hareketi ile çözgü ipliklerinden bir kısmının yukarıda, bir kısmının aşağıda bulunması sonucu iki çözgü grubu arasında oluşan boşluktur.
Ağızlıktan geçirilen atkı ipliği, üstteki çözgülerin altında, alttaki çözgülerin üstünde kalır. Bu şekilde çözgü ve atkı ipliği arasındaki bağlantı sağlanarak dokuma örgüsü oluşturulur. Çerçeve hareketlerinin örgüyle bağlantılı olması gerekmektedir.
Armür planı; dokuma tezgâhında atılacak atkı sırasına göre örgü raporu ve tahar planına uygun şekilde çerçevelerin aşağı yukarı hareketlerini gösteren plandır.
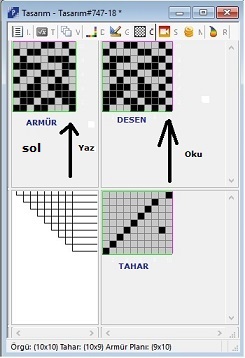
Armür planı, dokunacak olan örgünün raporu ve tahar planı esas alınarak çizilir. Örgü raporunu oluşturan farklı çözgü hareketleri belirlenip bir araya getirilir. Armür planı desen kâğıdına, örgü raporunun sağ tarafına, örgü raporunu oluşturan farklı çözgü hareketleri soldan sağa doğru sıralanacak şekilde aktarılır. Çözgü hareketlerinin aynı doğrultuda taşınabilmesi için ayna denilen çizimden yararlanılır. Ayna tahar planındaki çerçeve numaralandırma şekline göre aşağıdan yukarıya ya da yukarıdan aşağıya doğru çizilir.
Armür planı oluşturmada üç yöntem kullanılmaktadır.
- 1-Sağ Armür
- 2-Sol Armür
- 3-Aynalı Armür
SAĞ ARMÜR PLANI
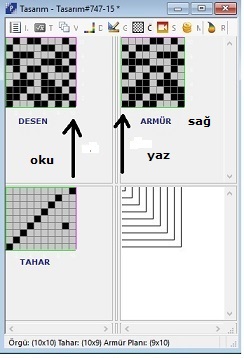
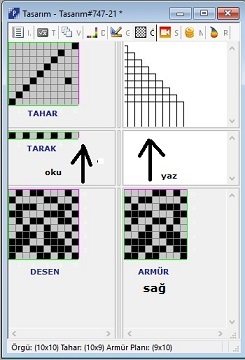
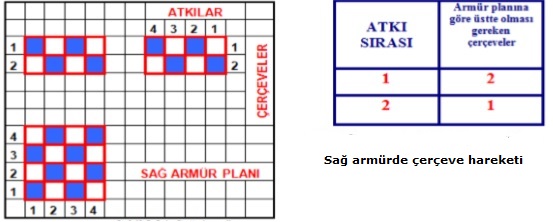
Sağ armür planı, desen kâğıdında tahar planının sağ tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarıya doğru okunup sağdan sola doğru çizilir. Tekrar eden çözgü hareketleri armür planına sadece bir kez alınır. Armür planında sütunlar atkıları, satırlar ise çerçeveleri belirtir. Atkıları gösteren sütunlara sağdan sola, çerçeveleri gösteren satırlara yukarıdan aşağıya doğru numara verilir. Her atkı ipliği için yukarıda olması gereken çerçeve veya çerçeveler armür planında dolu karelerle gösterilir.
SOL ARMÜR PLANI
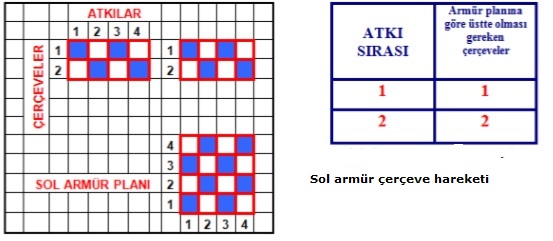
Desen kâğıdında tahar planının sol tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup soldan sağa doğru çizilir. Sağ armür planından farkı atkıları gösteren sütunlara soldan sağa numara verilir.
AYNALI ARMÜR
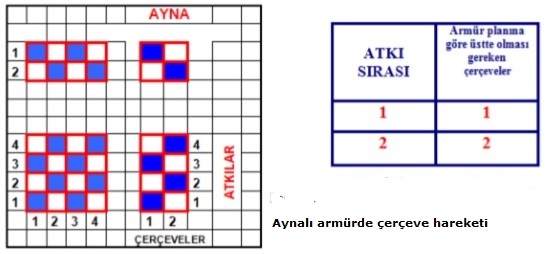
Desen kâğıdında örgünün sağ tarafında yer alır. Taharın sağ tarafına çerçeve sayısı kadar olan ve ayna adı verilen kareler çizilir. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup ayna yardımıyla yine aşağıdan yukarı doğru çizilir. Aynanın görevi çözgü hareketlerinin tahar ve armür planı arasında hizalanmasını sağlamaktır.
TAHAR ÇEŞİTLERİ
- 1-SIRA TAHAR( DÜZ TAHAR )
- 2- ATLAMA TAHAR (AMALGAM TAHAR)
- 3-KIRIK TAHAR:
- 4-GRUP TAHAR:
- 5-KARIŞIK TAHAR:
- 6-SATEN ATLAMALI TAHAR:
- 7-ÇİFT KATLI ( İKİ YOLLU ) TAHAR
1-SIRA TAHAR ( DÜZ TAHAR )

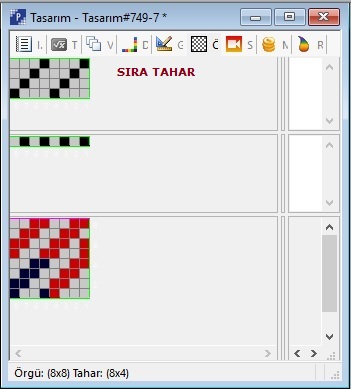
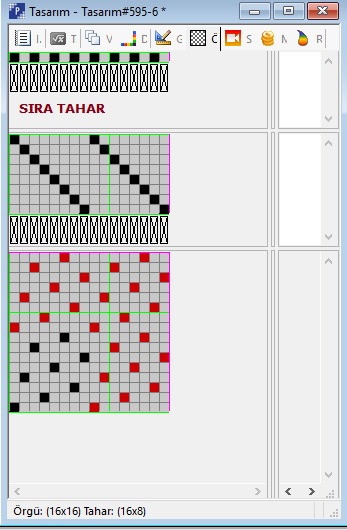
En Sade, en kolay ve en çok kullanılan bir tahar türüdür. Örgü raporundaki her çözgü ipliğinin aynı sıra ile gücülerden geçirilmesi demektir. Yani kumaş enince tekrarlanan her raporun birinci çözgü ipliği birinci, ikinci çözgü ipliği ikinci çerçevedeki ilk gücülerden başlanılarak rapor bitince, aynı şekilde ikinci raporda ikinci gücülerden, üçüncü raporda üçüncü gücülerden geçirilir. Çözgü iplikleri bitene kadar devam edilip tahar tamamlanır. Sıralı ve düzgün oluşundan dolayı bu tahar endüstride Düz Tahar olarak da isimlendirilir.
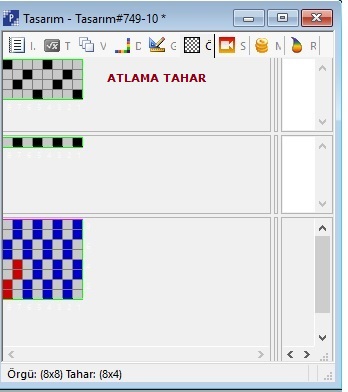
2-ATLAMA TAHAR ( AMALGAM TAHAR) :
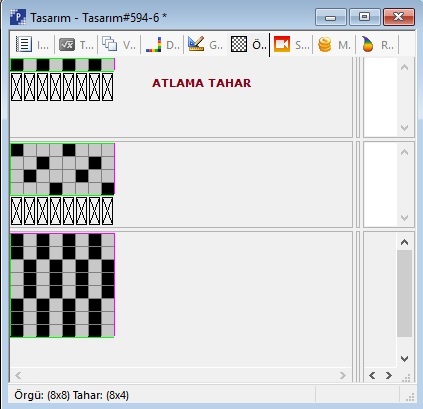
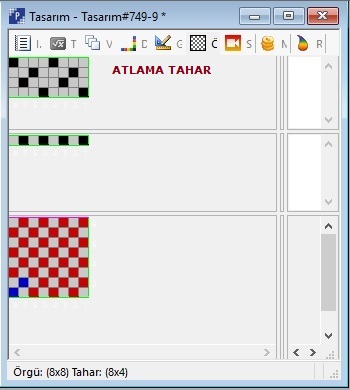
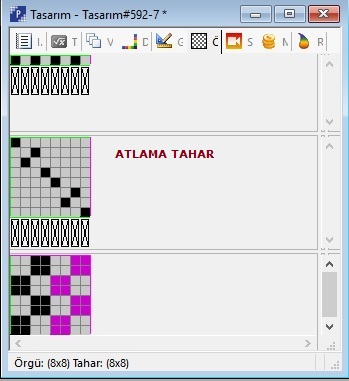
Bu tahar türü daha çok bezayağı ve ondan türetilen rips ve panama gibi örgülerde kullanılır. Bu örgülerde aslında yalnızca iki değişik hareket bulunduğundan iki çerçeve yeterli gibi görülse de hem çerçevelere fazla iplik yüklenmesi hem de ağızlığın meydana gelmesi için çözgü ipliklerinin aşağı-yukarı hareketlerinde birbirlerine çok fazla sürtünmeleri nedeniyle kopuşların artması yüzünden genellikle 4 ya da 8 çerçeve kullanılmaktadır.
Ayrıca bazı dokuma tezgâhlarında çerçeveler eksantrikle hareket ettirilmektedir. Bu tip tezgâhlarda birinci ile ikinci, üçüncü ile dördüncü çerçeveler birlikte hareket ederler.
Örneğin bezayağı için bu gibi tezgâhlarda sıra tahar kullanılırsa birinci ile ikinci; üçüncü ile dördüncü çözgü iplikleri ( çerçevelerin eksantrikle hareket ettirilmesinden dolayı ) aynı hareketi yapacaklardır. Oysa birinci ile üçüncü, ikinci ile dördüncü çözgü ipliklerinin birlikte hareket etmeleri gerekmektedir. İşte bu tip tezgâhlarda ikinci çözgü ipliği, üçüncü çerçevedeki; üçüncü çözgü ipliği de ikinci çerçevedeki gücülerden geçirilir. Böylece çözgü ipliklerinin sırasıyla birinci, üçüncü, ikinci ve dördüncü çerçevelerdeki gücülerden geçirilmesi ile meydana gelen tahar türüne atlama tahar denir.
Bu tahar yaygın şekilde 8 çerçeveye de uygulanmaktadır. Bu uygulama genellikle ikili panama örgüsünde görülmektedir. Bu örgüde iki çözgü ipliği birlikte hareket ettiğinden sıra tahar uygulanırsa çözgülerin birbirlerinin sağına-soluna dolanma olasılığı artmaktadır.
Oysa 8 çerçeveli atlama taharda çözgü ipliklerinin aşağı yukarı hareketlerinde kumanda yerleri farklı olacağından gerilimleri de farklı olacak ve böylece birbirlerinin sağına soluna dolanmaları önlenmiş olacaktır.
Aslında bu yöntemin de çözgülerin birbirlerinin sağına-soluna dolanmalarını kesin olarak önlemeye tam yeterli olmamasından dolayı pratikte bu amaçla "Saten atlamalı tahar" denilen başka bir tahar türü uygulanmaktadır.
Hele kumaşta bir de renk efekti varsa; yukarıda açıklanan önlemler oldukça yetersiz kalacağından bu taharla birlikte çift tarak kullanılması ya da dişlerden ikişer tel geçirilmesi gerekecektir.
3-KIRIK TAHAR
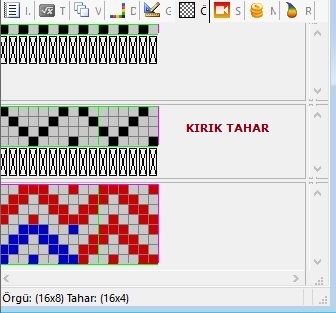
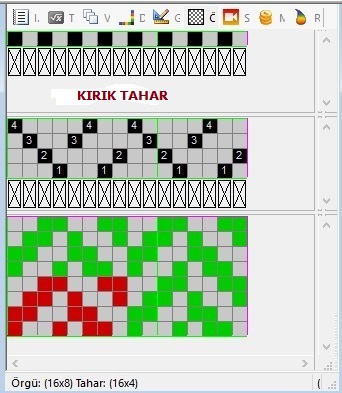
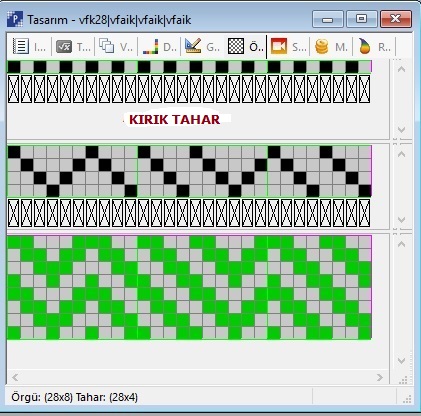
Balıksırtı, kırık dimi v.b. örgülerde örgü raporu içinde varsayılan bir eksenin sağına ve soluna doğru belirli bir düzende bazı ipliklerin birlikte hareket ettikleri görülür.
Tahar gereği olarak aynı hareketi yapan çözgü iplikleri aynı çerçevelerdeki gücülerden geçirileceğinden bu şekilde oluşan taharlara Kırık Tahar denir. Taharda oluşan kırık yollar örgülerdekilerle bir uyum içinde bulunurlar.
4-GRUP TAHAR
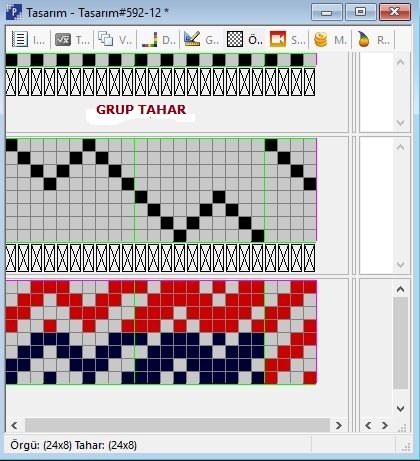
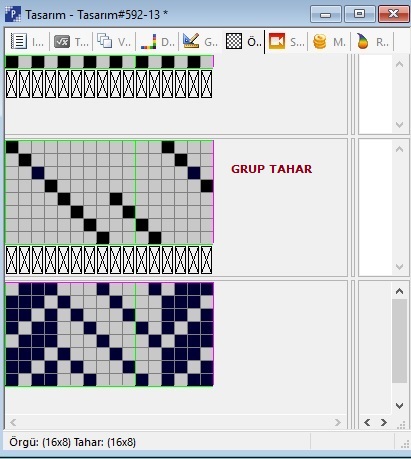
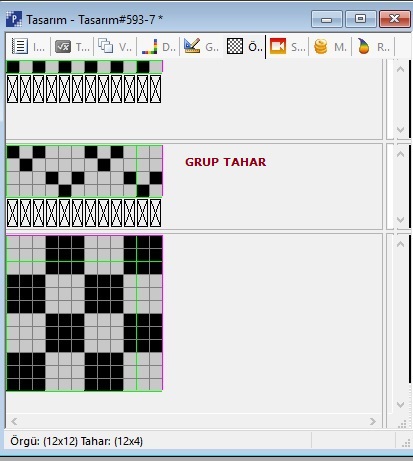
Kumaşta zemin olarak değişik örgüler kullanılması, ya da çeşitli örgülerle çözgü yönünde yollar ve süslemeler yapılması istenirse böylesi durumlarda karışıklığı önlemek üzere benzer hareketler bulunsa bile kullanılan her örgünün ayrı ayrı taharının yapılması daha doğru bir yaklaşımdır. Öylece birlikte kullanılan örgülere göre gruplar halinde ayrı ayrı düzenlenen tahar türüne Grup Tahar denir.
5-KARIŞIK TAHAR
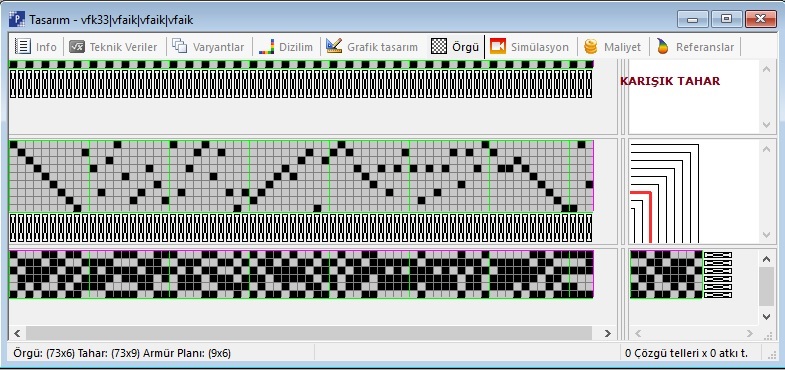
Bazı örgülerin hem raporları çok büyük ve aynı hareketi yapan birçok çözgü teli bulunmakla beraber bunların örgü içindeki konumları onları gruplamaya olanak verecek bir düzen içinde değildir.
Genellikle krep gibi örgülerde karşılaşılan böyle durumlarda diğer tahar türleri dokuma tezgâhlarının sahip olamayacağı ölçüde çerçeve sayısı gerektirdiğinden kullanım olanağı bulamazlar. Bu tür örgüler ancak aynı hareketi yapan çözgü ipliklerinin aynı çerçevelerdeki gücülerden geçirilmeleri prensibi ile taharlanırlar.
İşte bu koşullar altında oluşturulan ve karışık görünüm veren tahar türüne Karışık Tahar denir.
Şüphesiz bu tahar türü kumaşın dokunması sırasında kopan çözgü ipliklerinin doğru olarak bağlanmasında oldukça güçlük çıkaracaktır.Bu önemli sakıncasından dolayı karışık tahar yalnızca zorunlu durumlarda uygulanmaktadır.
6-SATEN ATLAMALI TAHAR
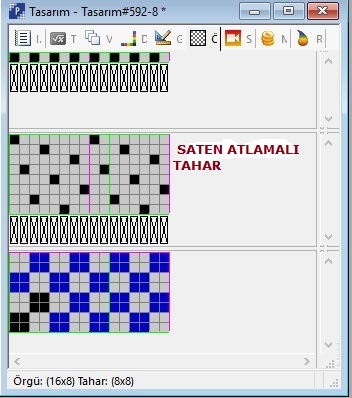
Çözgü iplikleri çerçevelerden saten örgü düzenine göre geçirilir.
7-ÇİFT KATLI ( İKİ YOLLU ) TAHAR
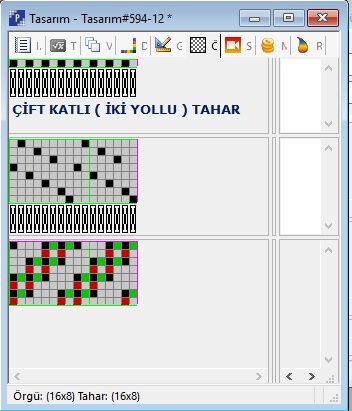
İki veya fazla çözgü levendi gerektiren kumaşlarda, çözgü yönünden takviye edilmiş kumaşlarda çözgü ipliklerinin sağım hızları farklı olduğu için sürtünmeyi azaltmak amacıyla kullanılan tahar sistemidir. İki farklı çözgünün taharları aralarında bir boşluk bırakılarak üst üste iki sıra halinde gösterilir.
AĞIZLIK:
Örgünün gereği olarak yukarıya kaldırılan çözgü iplikleri ve yukarıya kaldırılmayan çözgü iplikleri arasında meydana gelen ve mekik, projektil, şiş, greifer aracılığı ile atılan atkının geçmesine yarayan boşluğa AĞIZLIK denir.
Ağızlık açma yöntemine göre;
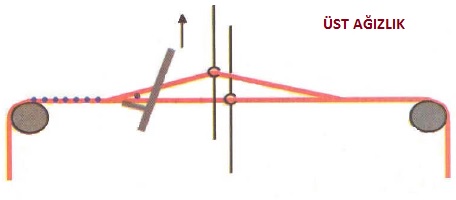
1-ÜST AĞIZLIK
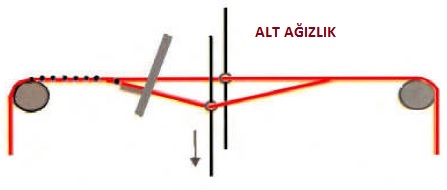
2-ALT AĞIZLIK
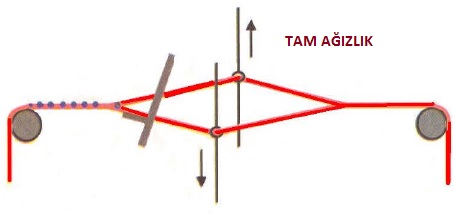
3-ÜST ve ALT AĞIZLIK
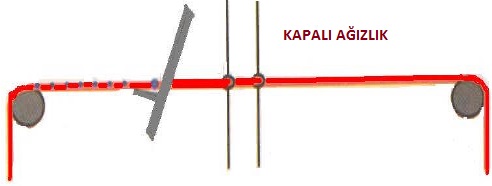
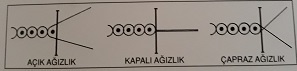
Atkı ipliklerinin kumaşa sıkıştırıldığı anda çözgü ipliklerinin pozisyonlarına göre;
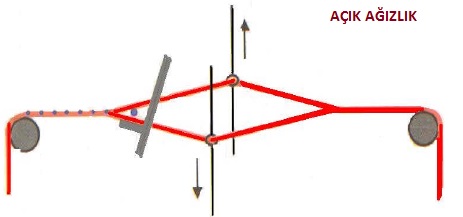
1-AÇIK AĞIZLIK
2-KAPALI AĞIZLIK
3-ÇAPRAZ AĞIZLIK
TARAK ÇEŞİTLERİ
Çeşitli üretimlerde kullanılan farklı tarak çeşitleri bulunmaktır. Bunlar; profilli tarak, bölmeli tarak, leno tarağı, ondüle tarağı ve oynar tarak olarak sayılabilir.
Profilli tarak:
Hava jetli ve su jetli dokuma makinelerinde atkı atımının kolaylığını sağlayan kanallı taraktır.
Bölmeli tarak;
Yüksek hızlı dokuma makinelerinde kullanılan özel bir taraktır. Bölmeler atkı ipliğinin tarağın arkasından önüne geçebilmesi için alt ve üst olmak üzere ikiye ayrılmıştır.
Leno tarak:
Sıralı olarak ard arda bulunan tam ve yarım uzunluktaki diş tellerinden oluşan bir dokuma tarağıdır. Yarım uzunlukta olan dişlerde içinden çapraz yapan ipliklerin geçtiği delikler vardır.
Ondüle tarağı;
Dişlerinin gruplar halinde sıra ile yukarıya ve aşağıya doğru birbirine yaklaştığı özel bir taraktır. Kumaşta dalgalı bir görünüm sağlar.
Oynar tarak:
Mekikli dokuma makinelerinde mekik ağızlık içinde kalmışsa mekiğin oluşturduğu basıncın etkisi ile yerinden arkaya doğru giden tarak tipidir. Tarağın bu şekilde geriye gidişi tezgâhı durduran mekanizmayı çalıştırır. Aynı zamanda çözgü patlağını engeller.Bu tarakların yanı sıra özel dokulu kumaşlar için de taraklar mevcuttur.
Tarak taharı hataları genellikle çözgü ipliklerinin taraktan hatalı bir sıra ile geçirilmesinden kaynaklanır. Kumaşta top boyunca devam eden bir boşluk veya kabarıklık olarak görünür ve bu durumda desen bozulur. Fark edildiğinde hemen düzeltilebilecek bir hata çeşididir. Ayrıca yanlış dişten geçirilen çözgü ipliği kısa süre içerisinde kopmakta veya yanında ki çözgüleri koparmaktadır.
https://www.derstekstil.name.tr/tahar-ve-arm%C3%BCr.html